








































































































































































































































































































- Novinka
- doprava zdarma

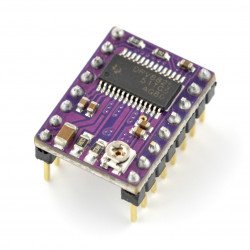
Napínač řemenu osy XY s válečky pro tiskárny Bambu Lab řady P2

Filament Creality Soleyin Ultra PLA 1,75 mm 1 kg - matně šedý




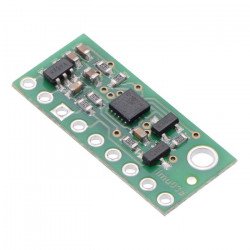
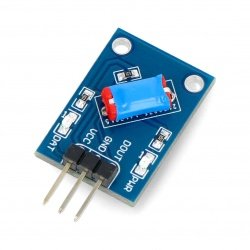
Laserové čidlo prachu / vzduchu - PM2,5 - PMS1003 - 5V UART



Pájení je jednou z nejdůležitějších dovedností potřebných při práci s elektronikou, a to jak pro lidi, kteří se této oblasti věnují jako hobby, tak i profesionálně. Díky možnosti pájení máte mnohem větší manévrovací prostor v kutilství - pájení je nepostradatelné pro většinu servisních a montážních prací - také při prototypování elektroniky . V naší nabídce najdete páječky , pájecí stanice (také s funkcí horkovzdušného pájení!), Vyměnitelné pájecí hroty , pájecí kelímky , tavidla , lepidla a další praktické příslušenství, které vám pájení výrazně usnadní a zpříjemní. Zveme vás, abyste se seznámili s naší nabídkou v kategorii Pájení!

Rukojeť s lupou - třetí ruka ZD10D - Vorel 73500
Montážní držák s lupou zvětšující 2,0 dioptrie a dvěma chapadly. Výrobek je perfektní pro práci s drobnou elektronikou vč. při pájení nebo spojování prvků. Velký průměr...


Antimagnetická zahnutá pinzeta Vetus ESD15 - 116 mm
Antimagnetická pinzeta z nerezové oceli. Symbol: HRC40 Vetus ESD15. Délka: 116 mm.
Pájecí stanice Zhaoxin 936DH - 75W
Pájecí stanice s hroty Zhaoxin 936DH s celkovým výkonem 75 W s plynule nastavitelnou teplotou od 200 ° C do 480 ° C. Zařízení se vyznačuje velmi lehkou pažbou (pouze 45 g) a...



Antimagnetická rovná pinzeta Vetus ESD12 - 135 mm
Antimagnetická pinzeta z nerezové oceli. Symbol: HRC40 Vetus ESD-12. Délka: 135 mm

![Čistič špiček s kovovou podpěrou a protiskluzovými nožičkami [PŘIDAT]](https://cdn2.botland.cz/46658-home_default/cistic-spicek-s-kovovou-podperou-a-protiskluzovymi-nozickami.jpg)
Čistič špiček s kovovou podpěrou a protiskluzovými nožičkami
Čistič je vyroben z mosazných hoblin v kovovém stojanu s protiskluzovými nožičkami. Účinně čistí pájecí hrot od zbytků cínu, kalafuny atd.
Montážní držák se zvětšovacím nástavcem x2 - ZD-10R třetí ruka
Lehký a praktický montážní držák s lupou a chapadly.
Stojan na páječku - Vorel 79386
Univerzální stojan na páječku, vhodný pro většinu odporových páječek. Sada obsahuje také houbu.
Oplet pro odsávání cínu 3,5 mm - CP-3515
Stává se, že někdy během pájení zkratujeme vývody integrovaného obvodu, které jsou velmi blízko u sebe. V tomto případě je opletení nepostradatelným nástrojem k odstranění...


Houba na čištění hrotů - kulatá - 5 ks
Kulatá houba na čištění pájecího hrotu o průměru cca 50 mm.
Kovový cínový extraktor ZD-192
Zařízení na vypouštění přebytečného cínu. Má tělo o průměru 25 mm, celková délka je 200 mm.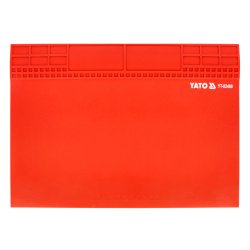
Silikonová pájecí podložka Yato YT-82468 350x250 mm
Multifunkční podložka, která usnadňuje veškeré opravy a pájení, vyrobená ze žáruvzdorného silikonu. V horní části karimatky jsou přihrádky na všechny druhy příslušenství....

Tip pro pájecí stanice - typ TI
Tip pro pájecí stanice typu TI, funguje se stanicemi: 936, 937, 803, 968, 995 atd.
Antimagnetická rovná pinzeta Vetus ESD11 - 142 mm
Antimagnetická pinzeta z nerezové oceli. Symbol: HRC40 Vetus ESD-11. Délka: 142 mmTaké zkontrolovat
Primárním použitím páječky je pájení - vytváření kovových elektrických spojení mezi elektronickými součástkami roztavením pájecího pojiva mezi součástkami. Páječka připojená ke zdroji napětí dodává pájecímu hrotu tepelnou energii (vytvořenou průtokem proudu ohřívačem páječky), která hraje klíčovou roli v procesu pájení. Po připojení páječky ke zdroji napětí počkejte několik minut, než se pájecí hrot zahřeje na optimální teplotu, při které můžete volně roztavit pájecí výplň, a poté pomocí ní připojte prvky montovaného nebo opravovaného elektrického obvodu. . Naše nabídka zahrnuje páječky, ale i pájecí stanice s regulací teploty a funkcemi horkovzdušného pájení. Pro pokročilejší úkoly se budou hodit pájecí stanice s ventilátorem v zadku a samostatnou funkcí odpájení s možností uložení nastavení provozních parametrů.
Ani technicky nejvyspělejší vůz nemá šanci správně fungovat se špatně zvoleným palivem, motorovým olejem a dalšími spotřebními látkami. U pájení je to obdobné - kromě výběru vhodného pájecího zařízení je třeba vybrat vhodné pájecí pojivo a tavidla pro rozsah prováděných prací. Naše nabídka zahrnuje pájecí pojiva se standardním složením 60% cínu (funguje jako vlastní pojivo) + 40% olova (funguje jako tavidlo, které usnadňuje proces pájení). V závislosti na ploše pájené plochy a počtu drátů a jejich průřezu se vyplatí vybírat cín podle průřezu pájecího drátu. Během pájení musí být teplota tavení pájky přibližně o 100 °C nižší než teplota pájecího hrotu, aby byl proces pájení účinný. Použití kalafuny v procesu pájení usnadňuje distribuci cínu a také pomáhá chránit před nežádoucími zkraty v důsledku rozlití cínu mimo cílovou oblast pájení. Vzhledem k vyšší úrovni obtížnosti pájení v technice povrchové montáže (SMD) ve srovnání s montáží s průchozím otvorem (THT) je užitečné použít pájecí pastu a gelové tavidlo, které by mělo být aplikováno pod pájený prvek před umístěním pájecí hrot na jeho vývody na pájecích ploškách.
Pro profesionální provádění pájení se kromě páječky a pojiva vyplatí mít v dílně i další příslušenství, které vaše pájení ještě zefektivní. Vzhledem k tomu, že pájecí hrot je nejdůležitějším konečným článkem v řetězci přenosu tepelné energie nutné k roztavení pájky, je důležité udržovat hrot a pájený povrch v čistotě, protože kvalita pájecího procesu určuje správnou montáž elektroniky a následně správné fungování zařízení . Pro tento účel se vyplatí pořídit čistič s vložkou z mosazných hoblin nebo pájecí houbou, kterou je třeba před použitím navlhčit vodou. Toto řešení umožňuje průběžné čištění pájecího hrotu a prodlužuje jeho životnost. Protože při pájení může docházet k montážním chybám, je dobré mít po ruce vysavač a opletenou měděnou pásku, která nasaje pájku a ochrání pájecí plošku před poškozením při odpájení. Pájka kromě cínu většinou obsahuje i olovo, které pomáhá roztavit cín. Vzhledem k teplotě hrotu přesahující 300°C při měkkém pájení vznikají zdraví škodlivé výpary z pájení Dobrým řešením tohoto problému je použití pohlcovače výparů při pájení v podobě odtahového ventilátoru s uhlíkovým filtrem. . Doporučujeme také ESD kartáče pro čištění elektroniky v zařízeních náchylných k poškození elektrostatickými výboji, dále lupy a pracovní držáky na desky plošných spojů, které rozhodně pomohou v dílně při montáži, servisu a projekčních pracích.
Můžete pájet různé kovové součásti, včetně vodičů, elektronických součástek, konstrukčních dílů, krytů, trubek, nástrojů a mnoha dalších položek.
Při pájení cínem pamatujte na řádné odmaštění povrchu, použití speciálního tavidla a udržování vhodné teploty během celého procesu. Podrobný návod najdete na našem blogu v článku " Jak pájet - návod ".
Pro základní odmaštění povrchu lze použít vysoce odolný líh nebo extrakční naftu. Navíc lze přilnavost pájky zlepšit použitím speciálních pájecích kyselin k leptání povrchu a vhodného tavidla .
Správná teplota pájení závisí na parametrech použitého pojiva a pájených prvků - musí být dostatečná k rozpuštění pojiva, ale nižší než je bod tání pájených předmětů. Při klasickém pájení elektroniky bývá teplota hrotu 320-350°C.
Při správném provedení a dodržení bezpečnostních opatření je pájení zdravotně nezávadné.
Pájení je technika pájení při teplotách přesahujících 450 °C. Pájky se vyrábějí z hliníku, stříbra, mědi, fosforu, niklu, kobaltu, palladia nebo dokonce zlata.
Měkké pájení je technika pájení při teplotách pod 450 °C. Jako pájecí pojiva se používají především slitiny cínu , vizmutu, kadmia a antimonu.
Horkovzdušné pájení se obvykle provádí při teplotách od 320°C do 380°C. Regulace foukání u horkovzdušných páječek bývá pozvolná a graf závislosti teploty na nastavené úrovni foukání naleznete v návodu k použití.