







































































































































































































































































































- Nové
- doprava zdarma


- doprava zdarma



- Nové
- doprava zdarma



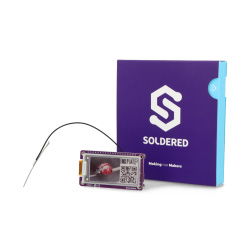
LED světelný pásek pro 3D tiskárnu Creality Ender-3 V3
Index: CRL-25526
- Prodej
- doprava zdarma
- Prodej

- Sleva
- doprava zdarma
- Prodej




- Sleva
- doprava zdarma
- Prodej

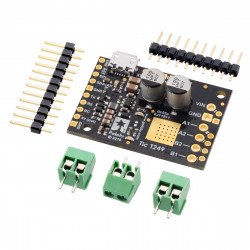
Napájecí zdroj DIN30W24 na DIN lištu - 24V / 1,25A / 30W
Index: ZAS-06394
- Sleva
- doprava zdarma
- Prodej

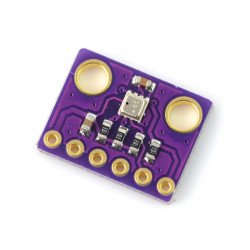
Polymaker PolySmooth PVB vlákno 1,75 mm, 0,75 kg – zelené
Index: PLM-22748
- Prodej
- doprava zdarma
- Prodej



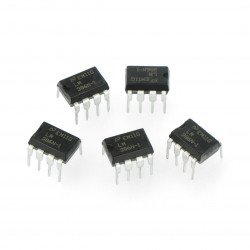
Ostatní plechovky
I když se na první pohled může zdát jako homogenní materiál, v praxi se vyskytuje v mnoha variantách a konfiguracích. Kategorie „ostatní pájky“ zahrnuje produkty, které nezapadají do typických skupin, ale jsou nezbytné pro specializované aplikace. Mohou to být dráty neobvyklého průměru, slitiny s jedinečným složením, pájky se zvýšenou vodivostí nebo speciální směsi určené pro náročná prostředí. Tyto materiály doplňují standardní nabídku a splňují potřeby pájecích dílen, opraváren a uživatelů hledajících řešení mimo běžný běžný proud.
Také zkontrolovat
Druhy a formy pájecího cínu
Na trhu jsou k dispozici různé druhy pájky, každá vhodná pro specifické techniky pájení a nástroje. Nejběžnější je pájecí drát s kalafunovým jádrem, který je vhodný pro ruční pájení pomocí žehličky. Pokročilejší procesy využívají pájecí pasty, nezbytné pro technologii povrchové montáže (SMD), kde je aplikace automatizovaná pomocí sítotisku. Důležitým kritériem je také složení slitiny. Obvykle se jedná o bezolovnaté pájky splňující směrnici RoHS, používané v moderní elektronice; pájky na bázi olova, ceněné v opravnách pro snadnou práci a nižší bod tání; a speciální slitiny s přídavkem stříbra nebo mědi, které zlepšují vodivost a mechanickou pevnost. Ve skupině „ostatní pájky“ najdete méně standardní produkty, které se používají jen zřídka, ale jsou klíčové ve specifických aplikacích.
Standardy kvality a bezpečnosti
Moderní výroba elektroniky vyžaduje přísné standardy, zejména pokud jde o dodržování směrnice RoHS, která omezuje používání olova a dalších škodlivých látek. Proto opravny často volí bezolovnaté slitiny, které i přes mírně vyšší bod tání nabízejí stejně dobré mechanické a elektrické vlastnosti. Důležitá je také čistota cínu, protože absence nečistot pomáhá předcházet vadám spojů a problémům s vodivostí. V praxi se to promítá do větší spolehlivosti a bezpečnosti hotových zařízení.
Proč se vyplatí volit méně oblíbené plechovky?
„Jiné“ typy pájek hrají zásadní roli všude tam, kde se standardní pájky ukážou jako nedostatečné. Někdy jsou vyžadovány specifické průměry drátů, přizpůsobené mikroskopickým pájecím ploškám, jindy slitiny odolné vůči vysokým provozním teplotám nebo prostředí s vysokou vlhkostí. Tato kategorie nabízí řešení pro pokročilé konstruktéry, profesionální opravny a nadšence hledající specifické vlastnosti. Tato řešení umožňují realizaci projektů, které se vymykají standardním aplikacím, a zároveň zachovávají nejvyšší kvalitu a opakovatelnost spojů.